青岛鑫泰精铸有限公司
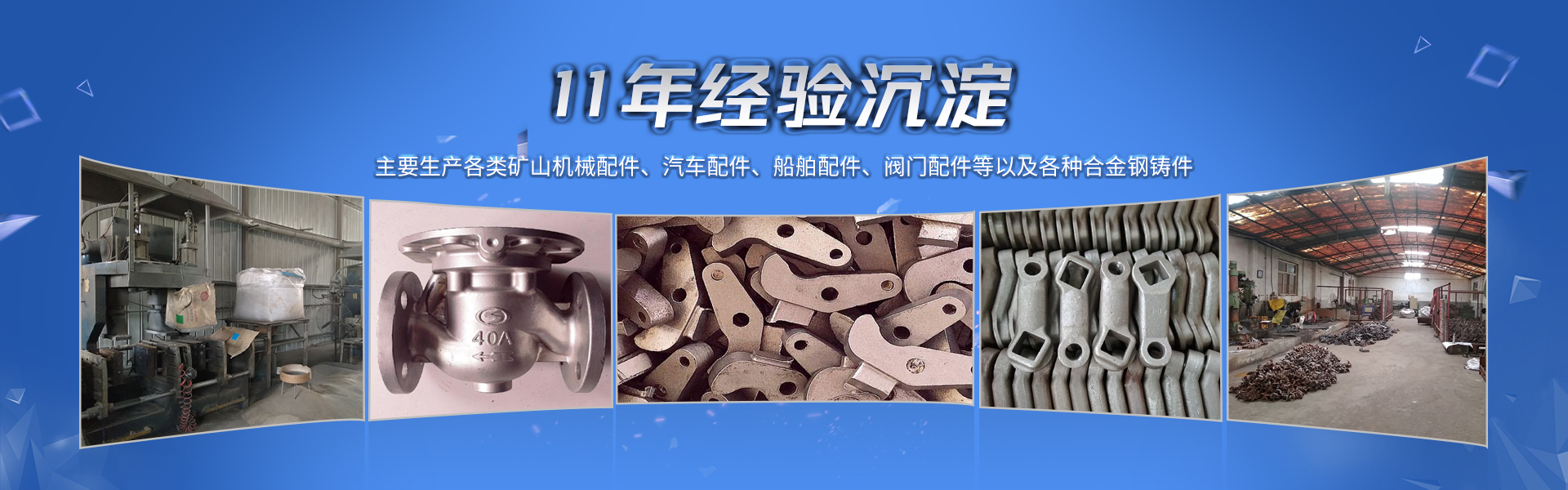
专注于铸钢件、不锈钢铸件的研发与生产
-

-
全国服务热线:
13255329916(刘经理) 13026526686
专注于铸钢件、不锈钢铸件的研发与生产
13255329916(刘经理) 13026526686


点击数:11462022-03-09 09:50:39
大型铸钢件和高碳合金钢由于其良好的加工性能,很容易导致氧气切割裂纹。当氧气切割截面风冷时,超低温奥氏体转变为马氏体薄厚增加,这很容易改变应力场的热应力,并将继续导致其氧气切割裂纹,并趋于再次膨胀。在氧气切割过程中,点火的向下分散可以保证氧气切割的整个过程,也会改变热应力向下发展的趋势。它还将继续导致氧气切割裂纹向下扩展到一定深度,使裂纹侵入铸铁。橡胶入口越大,氧切割时间越长,点火向下扩散越深,氧切割裂纹越深,氧切割裂纹扩展越严重,这是侵入铸铁件的风险源。
文章来源于网络,如有侵权请联系删除!
服务热线:0532-86369868
地 址:山东省青岛平度市三堤工业园
手 机:13255329916 刘经理 13026526686 王经理
电 话:0532-86369868 传 真:0532-86369868
铸钢件生产厂家向您推荐鑫泰精铸!

